Progressive Die ConsiderationsDesigning a progressive die often involves a series of trade-offs. We must balance material utilization (scrap) and speed of the press (press efficiency), among other factors. Press stroke length and shut height restrictions must be considered as well. Projected strokes-per-minute and scrap removal plans are an important factor.
If given the option of orienting the part, there are a few things we need to keep in mind:
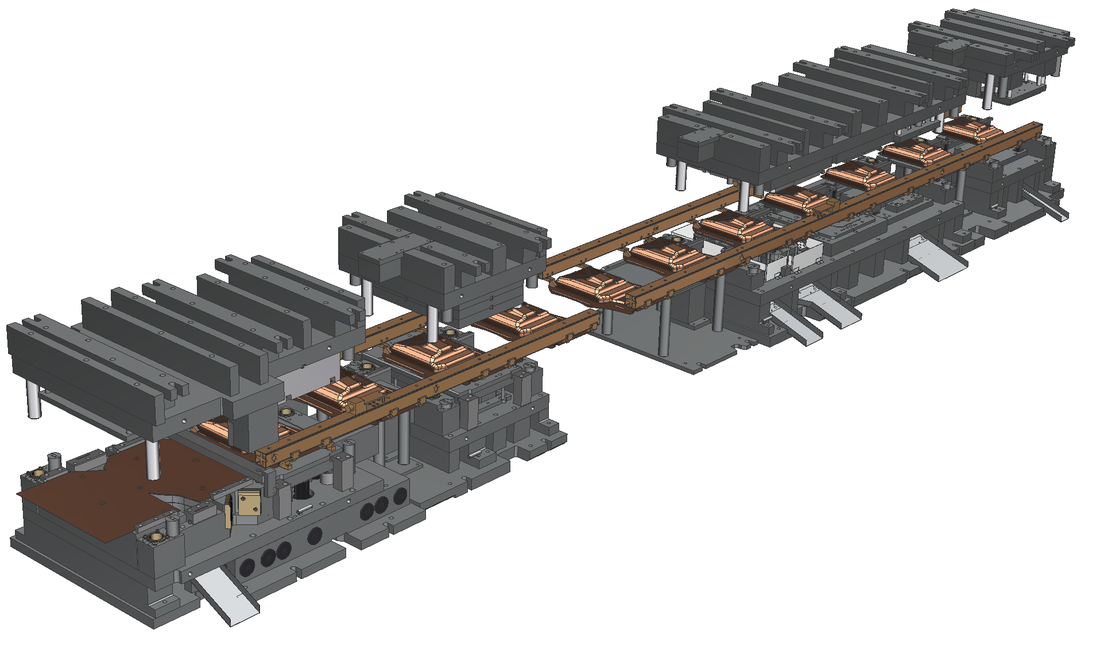
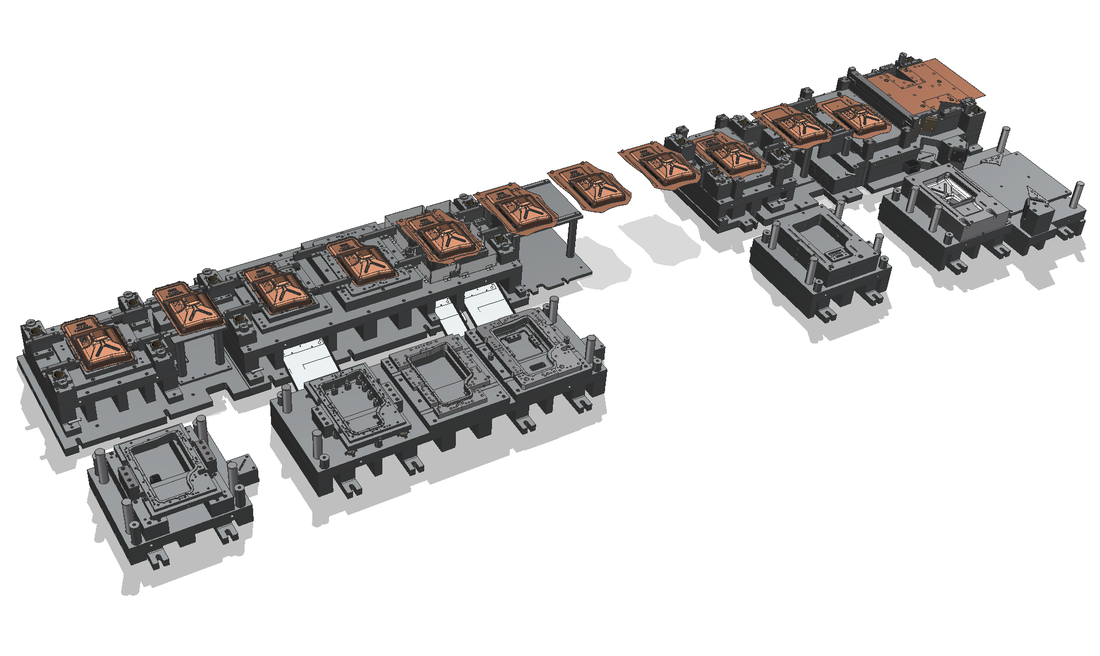
Allowable mis-matches in the trim profiles are closely considered to avoid spikes and burrs on the product along with increased die maintenance. In conjunction with part orientation, consideration must be given to how the part will be carried through the die. In nearly all cases, the first option is to carry parts with the small scrap strip between parts. This option keeps scrap to the bare minimum. But like explained above, designing progressive dies is a series of compromises. If speed is the main objective, carrying the part with the strip of scrap may not the best option. Ladder style or carrying the part on one side of the strip is your best option for speed. There are pros and cons of both and they revolve around trading away material utilization in favor of speed and part quality. A few final details need to be ironed out regarding the pilots, how parts exit the die, and how many progressions are used. Pilot holes can sometimes reside within the part itself which saves material and sometimes they’re located elsewhere on the strip. Ideally they’re spaced as far away as possible to aid in part movement. How parts exit the die needs to be taken into consideration as well. Most often times, the part is blanked through the die. Other times, the part is blanked off the end. If the part is exited that way, sometimes part orientation needs to be considered. The final consideration is how many progressions are needed to produce the parts at the required volume and tolerance. Designs may incorporate idle/empty stations. This is important as it allows us to utilize the station while maintaining the integrity of the die in the event of a product engineering change. We also use modern tooling components whether they are Standard Lifter Company, Misumi or others based on our experience. If other are desired, we always default to customer's "preferred components lists" if provided for items like guided keepers, lift bar assemblies, and cam assemblies. So, there’s a lot to consider during the design of the die. That’s exactly why we communicate early and often in the process to ensure we’re capturing the intent of the part while being able to produce at the quoted speed and scrap rate. Transfer Die Design ConsiderationsLike progressive die design, transfer die design involves a series of trade-offs. One of the main advantages of using transfer dies is material utilization. Depending on the geometry of the part, material savings can be in excess of 20% when compared to progressive die manufacturing…. making transfer dies very competitive when manufacturing higher cost material.
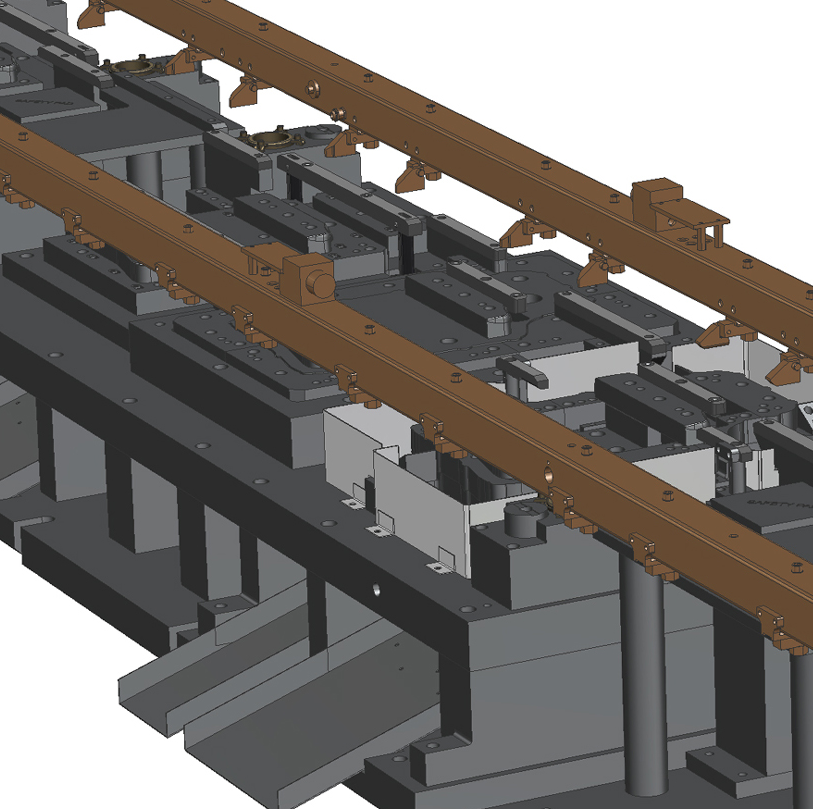
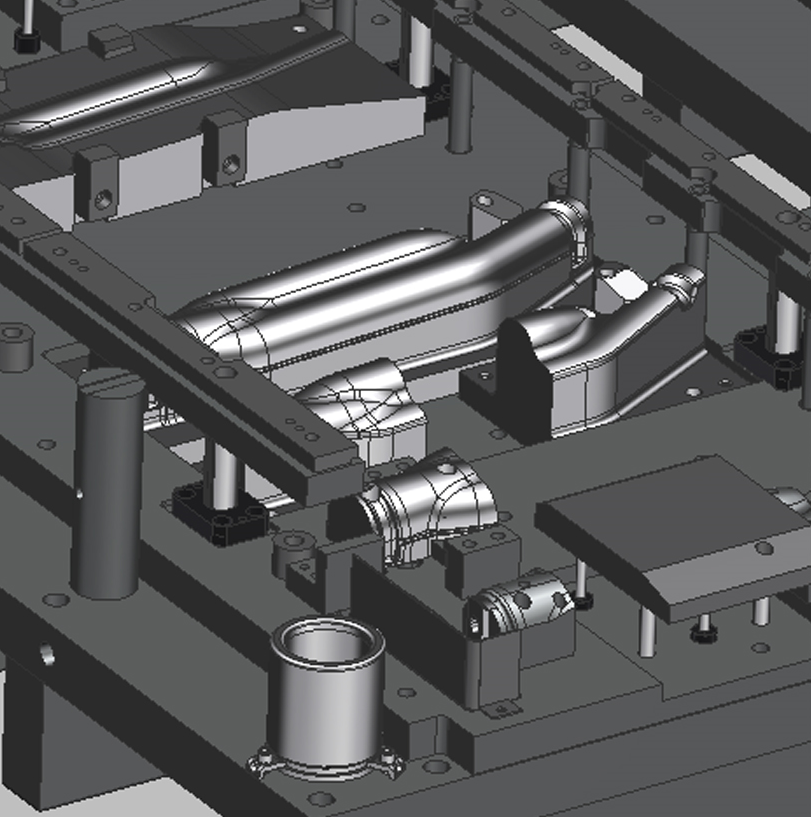
Why is this? In many cases it boils down to how the part is moved from station to station. As previously stated, progressive dies often use scrap material to move the part from station to station. In transfer dies, parts are moved from station to station with a transfer system. The transfer system typically consists of 2 or 3 axis of movement where the parts are moved to subsequent stations between press strokes…. timed to perfection. Often times the stamping house has the flexibility to make either progressive or transfer dies, but choose to make transfer dies because of available capacity on fairly specialized equipment. The preferred method of part flow is to move the part from station to station along its narrow side. This allows for the quickest transfer and little wasted movement. Transfer dies can allow for more flexibility in part design than progressive dies. Where progressive dies are typically very limited to how the part is orientated during the process, transfer dies can change the orientation of the part which opens up a wider feature potential during the manufacturing process. A few other details our die designers are keenly aware of are part weights and center of gravity… due to the fact these parts are traversed often times with great acceleration and deceleration to maximize press output. We take great care in understanding what forces can be generated and ensure we stay within a safe level of movement. We also need to know what type of transfer system is used, be it a mechanical system or a servo driven system. This is important as we’re laying out the finger return path. Servo driven systems allow for more control and flexibility in how the fingers are returned to the previous station whereas mechanical systems return the same way every cycle… offering less flexibility. We hope we’ve given you a glimpse into our thought process in designing both progressive and transfer dies. As mentioned multiple times, there are pros and cons to both, but careful consideration must be given to the part geometry, material cost, potential press capacity, among other factors. We’d love to chat with you about your next project… please drop us a line? or give us a call. |
|